
-

Puhutaan volframiteräksen käytöstä muottien muodostamisessa
Kehyksen palkki muodostuksessa lisää muovailua Cr12MoV: n yleiseen käyttöön, sen pinta on helppo tuottaa "juoni -aneurysman leikkaus", joka johtaa palkkiin ja erilaisiin pinnan venytysmerkkeihin, vähentää palkin kantokykyä, jotta ratkaise tämä ongelma monien kokeiden avulla, havaitsimme, että volframiterästä levitetään muottiin, mutta ei vältettävä levynmuodostusprosessia ja insertin "tarttuvuutta", "tontin aneurysman leikkaamisen" ratkaisemiseksi, ja volframiterästä ei ole helppo käyttää, parantaa muotin vakaus ja käyttöikä, tuotteiden pinnan laatu.
2021-08-21
-

Piirustusmuotojen sovellukset ja ominaisuudet
7075 -alumiinilevyn päätarkoitus: ilmailulaitteet, kuorma -autot, tornirakennukset, alukset, putkistot ja muut arkkitehtuurisovellukset, jotka vaativat lujuutta, hitsattavuutta ja korroosionkestävyyttä. Kuten: lentokoneiden osat, hammaspyörät ja -akselit, sulakeosat, instrumenttiakselit ja hammaspyörät, ohjusosien hyppyventtiilien osat, turbiinit, avaimet, lentokone-, ilmailu- ja puolustussovellukset, superkovan alumiiniseoksen kovuus, tiheys ja mekaaniset ominaisuudet
2021-08-21
-

Yleiset ongelmat ja ratkaisut ruostumattomasta teräksestä valmistetulle syvävetomuotille
Ruostumatonta terästä käytetään laajalti teollisessa tuotannossa erinomaisen suorituskyvyn vuoksi, mutta sen leimausominaisuudet ovat huonot, osien pinta on helppo naarmuttaa ja muotti on altis sidoskasvaimille, mikä vaikuttaa suuresti leimaamisen laatuun ja tuotannon tehokkuuteen .
2021-08-14
-

Huomioita piirustuksen muotoilussa
Muotin suunnittelu ei tarkoita sitä, että se voidaan laskea tavanomaisen algoritmin mukaisesti. On liian monia prosesseja täynnä muuttujia, erityisesti joidenkin ei-pyörivien kappaleiden venyttäminen, mikä on kiellettyä.
2021-08-21
-
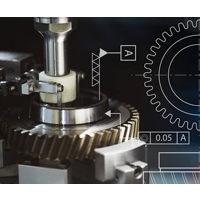
Tekninen sovellus korkean tarkkuuden ja nopean koneistuksen
Nopea työstö vaatii nopean karan ja nopean työstökoneen syöttöyksikön. Suuret syöttönopeudet edellyttävät myös suurta kiihtyvyyttä. Esimerkiksi nopean työstökoneen isku on yleensä 500-1 000 mm. Jos työstökoneen syöttönopeutta nostetaan nollasta 40 metriin/min niin lyhyellä etäisyydellä, työstökoneen syötön kiihtyvyysarvon tulisi ylittää 1 g (9.8 m/s2). ).
2021-08-13
-

CNC -koneiden ylläpidon vaiheet ja menetelmät
CNC -työstökoneiden pitkälle kehitetyn luonteen ja vikojen epävakauden vuoksi ja useimmat viat ilmenevät kattavien vikojen muodossa, CNC -työstökoneiden huolto on tullut paljon vaikeammaksi, mutta vianmäärityksen vaiheet ja menetelmät eivät ole mitään muuta kuin seuraavat kohdat.
2021-08-13
-

Hitsaushäviöilmiö alumiinikuoren painevalumuotista
Muotti on tärkeä laite laajamittaiseen tuotantoon nykyaikaisessa teollisuudessa. Yleensä painevalussa käytettävät materiaalit ovat alumiinia, magnesiumia, sinkkiä jne., Joista yli 80% on painevalettuja alumiiniseoksia. Noin 80% alumiiniseoskuoren painevalusta käytetään autoteollisuudessa
2021-08-14
-

Elektronisten koteloiden suunnittelustandardit
Teollisuusalustan paneelisuunnittelu on tärkeä osa alustan suunnittelua. Paneelin suunnittelun on vastattava alustan suunnittelun standardeja. Paneelin koko määritetään rungon tyypin ja koon määrittämisen jälkeen. Erilaisten käyttö- ja näyttölaitteiden valinta ja asettelu paneelissa tulisi perustua sähkökaavion, ergonomian ja muotoilun, ilmanvaihdon ja muiden tekijöiden kokonaisvaltaisen huomioinnin vaatimuksiin.
2021-08-10
-
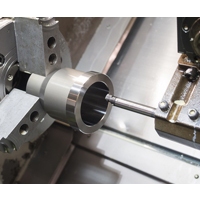
Spiraaliholkin CNC -työstöprosessi
Laitteiden ja korroosionestopyöräholkkien CNC -koneistusta käytetään maahantuotujen laitteiden osien lokalisoinnissa, ja ehdotetaan uutta ajatusta, joka on täysin erilainen kuin perinteinen koneistus, joka voi tarjota monimutkaisten osien CNC -työstön ja CNC -ohjelmasuunnittelun.
2021-08-14
-
Ohjelmiston ohjausjärjestelmä ei-pyöreille CNC-sorvauksille
Kuitenkin, koska kovaprofilointijärjestelmän on käytettävä mekaanista tai hydraulista painetta jatkoprofiloinnin aikaansaamiseksi, on vaikea parantaa edelleen profiloinnin tarkkuutta ja tehokkuutta, ja profilointi Koneistus on vaikeaa ja valmistuskustannukset ovat kalliita.
2021-08-14
-
Tutkimus NC -koneistussuunnittelun luomisprosessista
CNC -työstökoneiden käsittelyprosessien suhteellisen pitoisuuden, tehokkuuden, suuren joustavuuden, suuren tarkkuuden ja hyvän johdonmukaisuuden ansiosta yksi puristus voi suorittaa jyrsintä-, poraus-, poraus-, vertailu-, napautus- ja muut toimenpiteet sekä useiden osien käsittelyn loppuun;
2021-08-21
-

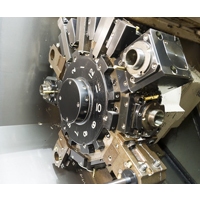
Yhdistettyjen sorvien tekniikka ja työstötarkkuus
Yhdistelmäsorveja käytetään pääasiassa kahden tyyppisiin prosesseihin: taso- ja reikäkäsittelyyn. Koneen työstöön kuuluu terävä taso, kyyhkynen (voitto) taso, auton päätypinta;
2020-06-20

- 5-akselinen työstö
- CNC-jyrsintä
- CNC-kääntö
- Koneistusteollisuus
- Koneistusprosessi
- Pintakäsittely
- Metallin työstö
- Muovinen työstö
- Jauhemetallurgia muotti
- Die Casting
- Osien galleria
- Auto metalliosat
- Koneiden osat
- LED-jäähdytyslevy
- Rakennusosat
- Mobiiliosat
- Lääketieteelliset osat
- Elektroniikkaosat
- Räätälöity työstö
- polkupyörien osat
- Alumiinin työstö
- Titaani koneistus
- Ruostumattoman teräksen työstö
- Kuparin työstö
- Messinkikoneistus
- Supermetalliseoskoneistus
- Kurkistus koneistus
- UHMW -koneistus
- Yksilöi koneistus
- PA6 Koneistus
- PPS -koneistus
- Teflon -koneistus
- Inconelin työstö
- Työkaluteräksen työstö
- Lisää materiaalia




